เกี่ยวกับเรา
เกี่ยวกับเรา ประวัติความเป็นมา
ประวัติความเป็นมา วีดีโอ
วีดีโอ บทความ
บทความ ข่าวสาร
ข่าวสาร สอบเทียบ
สอบเทียบ Pressure & Vacuum
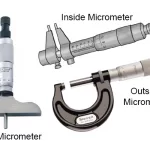
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Medical
Medical Flow
Flow อบรม
อบรม Promotion
Promotion Pressure & Vacuum
Pressure & Vacuum Dimension
Dimension Temperature & Humidity
Temperature & Humidity Torque & Force
Torque & Force Electrical
Electrical Mass & Balance
Mass & Balance Glassware & Chemical
Glassware & Chemical Others
Othersตัวอย่าง Thread Plug Gauge มาตรฐาน ISO และ JIS พร้อมวิธีดูแลรักษา
พ.ค.
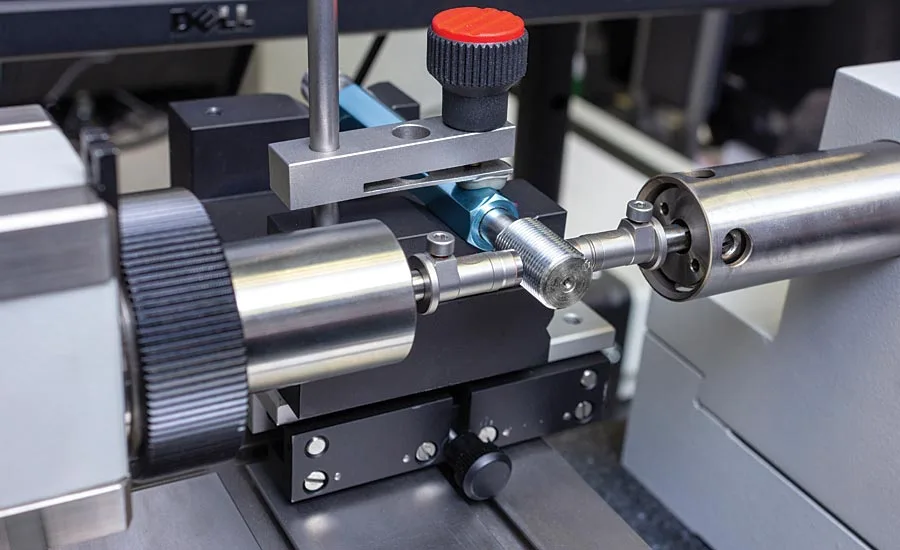
Thread Plug Gauge หรือ เกจวัดเกลียวใน คือ เกจวัดชนิดหนึ่งที่นำมาใช้ตรวจสอบเกลียวในของชิ้นงาน ที่มีความนิยมใช้กันอย่างแพร่หลายมาก เกจวัดเกลียวในชนิดนี้ มีรายละเอียดปลีกย่อยมากมาย ทั้งเรื่องขนาด, วัสดุ รวมถึง Class ต่างๆ ไม่ว่าจะเป็นมาตรฐาน JIS, ISO หรือมาตรฐานจากผู้ผลิตต่างๆ รายละเอียดต่างๆทาง CLC ได้เคยลงบทความไว้แล้ว ลองหาอ่านเพิ่มเติมได้นะครับ
Class ของ Thread Plug Gauge
ส่วน Class ยิ่ง Class สูงเท่าไหร่ ยิ่งมีความแม่นยำสูงเท่านั้น แต่ใช่ว่า Class สูงๆ จะเหมาะสมกับการใช้งานทุกอย่างเสมอไป เพราะงานบางประเภทก็ไม่ได้ต้องการให้มีขนาดของเกลียวที่แน่นพอดี เพราะหากนำชิ้นงานไปเคลือบสี พ่นสี แล้ว หลังจากนั้นขนาดของเกลียวก็จะแตกต่างไปจากก่อนกระบวนการดังกล่าว ดังนั้นการจะสั่งซื้อ Gauge ที่ Class สูงๆมาใช้งานกับงานลักษณะนี้ ก็ดูจะสิ้นเปลืองโดยใช่เหตุ เพราะฉะนั้นควรเลือก Class ให้เหมาะสมกับงานจะดีที่สุด
ตัวอย่าง มาตรฐาน ISO Standard
- เกจวัดเกลียวใน (Go/NoGo)
7H = Class 3
6H = Class 2 (Standard)
4H = Class 1
ตัวอย่าง มาตรฐาน JIS Standard
- เกจวัดเกลียวใน (Go/NoGo)
III = Class 3
ll = Class 2 (Standard)
l = Class 1
การเทียบ Class ระหว่าง ISO และ JIS และลักษะงาน
JIS l = ISO 4H การใช้งาน : แน่นไม่มีระยะเผื่อ
JIS ll = ISO 6H การใช้งาน : แน่นพอดี (เป็นที่นิยม)
JIS lll = ISO 7H การใช้งาน: แน่นแต่มีระยะเผื่อ
จะเลือกใช้งาน Class ไหน ก็ลองดู Spec งานให้เหมาะสมได้เลยครับ
ปัญหาที่พบบ่อยในการใช้งานและการส่งเครื่องมือมาสอบเทียบ
ทุกวันนี้ทางห้องปฏิบัติการ CLC ของเรา รับมาสอบเทียบทุกวันและมีจำนวนมาก มีแทบทุกยี่ห้อและทุก Class ปัญหาที่พบเจอบ่อยๆคือ เครื่องมือที่มาบางครั้งอยู่ในสภาพที่ผ่านการใช้งานมาค่อนข้างหนักและขาดการดูแลรักษาที่ดีเท่าที่ควร ทำให้เกิดคราบสนิมและร่องรอย Scratch หรือ รอยขีดขวนบริเวณร่องเกลียว ร่องรอยพวกนี้เกิดจากการใช้งานเป็นหลัก และอาจเกิดจากการใช้งานที่ผิดวิธี พวกคราบสนิม และ Scratch นี้ มันส่งผลโดยตรงกับผลการวัดและการรายงานผลใน Certificate อย่างมีนัยยะสำคัญเลยทีเดียว
การเกิดคราบหรือร่องรอยพวกนี้บริเวณร่องเกลียว ซึ่งเป็นจุดที่ทาง CLC วัดค่าตรงนั้นพอดี ทำให้ผลของการวัดค่าที่ออกมาจะไปทางด้านบวกมากกว่า มาถึงตรงนี้เริ่มสงสัยกันแล้วใช่มั้ยครับว่า..ทำไม เกจวัดเกลียวใน ซึ่งผ่านการใช้งานมาอย่างสมบุกสมบันนั้น ค่าที่วัดได้ถึงไปในทิศทางบวก หรือ
Thread Plug Gauge โตขึ้น???
มันช่างย้อนแย้งกับความรู้สึกพอสมควร บางท่านอาจจะคิดไปถึงขั้นว่า ทางห้องปฏิบัติการ CLC สอบเทียบผิดหรือปล่าว? รึรายงานผลใน Certificate ผิดมั้ย? ไม่แปลกหรอกครับท่านที่จะคิดแบบนั้น เป็นผมผมก็คิดครับ มีอย่างที่ไหนเครื่องมือผ่านการใช้งานมาแล้ว ใช้ๆไปจะยิ่งโตขึ้น
แต่ตอนนี้ผมมีคำตอบในเรื่องนี้ครับ..จำที่ผมกล่าวถึงคราบสนิม,รอยขีดข่วนในร่องเกลียว หรือ Scratch ที่กล่าวไว้ด้านบนได้ไหมครับ นั่นแหละครับ เจ้าตัวปัญหาของเรื่องนี้
เพราะคราบสนิมและรอยขีดข่วน(Scratch) ที่เกิดบนผิวโลหะนั้น ถ้าเรามองด้วยตาเปล่า(บางครั้งก็ไม่เห็น) จะเห็นเป็นแค่รอยขีดข่วนธรรมดาๆ แต่ถ้าใช้เครื่องมือความละเอียดสูง เช่น Microscope ส่องดูแล้ว จะพบว่ารอยขีดข่วนนั้นจะส่งผลให้เนื้อโลหะข้างๆบริเวณที่เกิดรอยนั้นสูงขึ้น ทำให้ผลการวัดออกมาในทิศทางบวก หรือที่เราเข้าใจว่ามันโตขึ้นนั่นเอง และเมื่อนำผลการวัดไปเทียบกับ Spec แล้ว ก็อาจจะ Outspec กันเลยทีเดียว
มาถึงตรงนี้คงพอนึกภาพออกกันแล้วใช่ไหมครับ ผมจะบอกกับท่านผู้อ่าน ว่าคราบสนิมทางห้องปฏิบัติการ CLC ก็ทำความสะอาดให้ได้นิดหน่อย (ก่อนสอบเทียบมีกระบวนการทำความสะอาด) คราบพวกนี้มันฝังลงไปในเนื้อเหล็ก…ยากที่จะทำให้กลับมาเหมือนเดิม แต่ถ้าเป็นรอยขีดข่วน Scratch แล้วล่ะก็ ไม่สามารถทำอะไรกับมันได้เลย เพราะยิ่งเอาอะไรไปขัด ก็ยิ่งจะไปกันใหญ่ ทางที่ดีเรามาป้องกันก่อนที่มันจะเกิด หรือเกิดให้น้อยที่สุดจะดีกว่า
การดูแลรักษา
- ต้องมั่นใจว่า Gauge กับชิ้นงานที่จะวัด นั้นถูก Spec เพราะถ้าคนละ Spec อาจเกิดความเสียหายทั้งเครื่องมือและชิ้นงาน
- การหมุนเข้าและออก ไปในเกลียวของชิ้นงาน ต้องค่อยๆหมุน และตัวเครื่องมือต้องตั้งฉากกับชิ้นงาน เพื่อป้องกันความเสียหายของเกลียว
- ถ้ารู้สึกว่าแน่นหรือคับไป ให้หยุดและค่อยๆคลาย Gauge ออกช้าๆ
- พยายามอย่าให้เครื่องมือตกหรือกระทบกับของแข็ง เพราะจะเกิดความเสียหายของเกลียว
- ก่อนและหลังใช้งาน ควรทำความสะอาดเครื่องมือโดยเฉพาะตรงร่องเกลียวของ Gauge ให้สะอาดด้วยแปรงขนอ่อน อาจจะชุบแอลกอฮอล์หรือน้ำมันเอนกประสงค์ ค่อยๆแปรงบริเวณร่องเกลียว เพื่อขจัดสิ่งสกปรกและป้องกันสนิม
ก็หวังว่าเกร็ดความรู้เล็กๆน้อยๆเรื่อง Thread Plug Gauge ที่นำมาฝากกันในครั้งนี้ จะเป็นประโยชน์กับท่านผู้อ่านไม่มากก็น้อย แล้วพบกันใหม่โอกาสหน้า ขอบคุณครับ
ผู้เขียน CHOK_AM
—
บริการสอบเทียบเครื่องมือวัด ซื้อเครื่องมือวัด